
Intelligent gas detectors monitor ambient air on ethanol.
For one of the world's largest RTD (Ready-To-Drink) beverage producers in Sydney, gas detectors from MSR-Electronic were installed to ensure safe production with ethanol. In the beverage industry in particular, the danger posed by gases is often underestimated. Soft drinks, for example, are perceived as refreshing due to carbon dioxide and carbon dioxide improves the shelf life of still drinks.
Carbon dioxide is also indispensable for wine and sparkling wine production. Reliable gas detection is therefore essential in order to detect dangerous gases such as CO and CO2 at an early stage. By monitoring the gases, operators can react to potential hazards at an early stage and prevent accidents.
 ©MSR-Traffic GmbH
©MSR-Traffic GmbH
Gas detection in the beverage industry offers numerous benefits for the safety, quality and efficiency of cold rooms and beverage chillers. It enables smooth operation by identifying potential hazards from gases such as (CO2) and (CO), ensuring safety, safeguarding product quality and meeting regulatory requirements.
How are the gases detected at the beverage manufacturer in Sydney?
The gases are detected in the ethanol storage room. This is where the ethanol is stored before it is used in the bottling plant. The gas detectors from MSR-Electronic continuously detect the air in the storage room for toxic and flammable gases.
 ©MSR-Traffic GmbH
©MSR-Traffic GmbH
If there is a deviation from the normal gas values, the gas warning device triggers an alarm to warn the operating personnel. This helps to prevent impairment of the cooling capacity and potentially dangerous situations for customers and employees.
Where can hazards arise in the beverage industry?
In the beverage industry, continuous monitoring of the following gases and processes is required:
- Gases in beverage bottling plants, breweries, dispensing systems, wineries and CO2 extinguishing agent systems for warehouses
- In the carbonation of soft drinks and intertization of tanks or pipelines
- Use of SO2 as a preservative and antioxidant
- Odor problems caused by H2S in the food industry
- Alcohol production: spirits production with toxic and flammable gases
- Monitoring of O2 deficiency to protect people in enclosed spaces
How are RTD drinks produced?
RTD (ready-to-drink) beverages are ready-to-drink beverages that can be consumed straight from the packaging. The production of RTD beverages varies depending on the type of beverage, but generally involves the following steps:
- Recipe development: First, the recipe for the RTD drink is developed. This involves selecting the ingredients and determining the correct mixing ratio.
- Production of the beverage: The beverage is produced by mixing and processing the various ingredients. This involves mixing different ingredients in special mixing containers or tanks and pasteurizing or sterilizing the mixture to extend its shelf life.
- Bottling: The beverage produced is filled into cans, bottles or cartons, depending on the type of beverage and market requirements.
- Sealing and labeling: The packaging is sealed and labeled with brand names, product information, nutritional information and other required markings.
- Quality control: Samples are taken throughout the manufacturing process and tested for quality, taste, color, consistency and other characteristics to ensure that the product meets the required standards.
Additional steps may also be required, such as the addition of carbon dioxide for carbonated drinks, filling in a modified atmosphere or sterilization using ultra-high temperature (UHT) treatment. The exact production processes vary depending on the product type, brand guidelines and regional regulations.
Solutions from MSR-Electronic
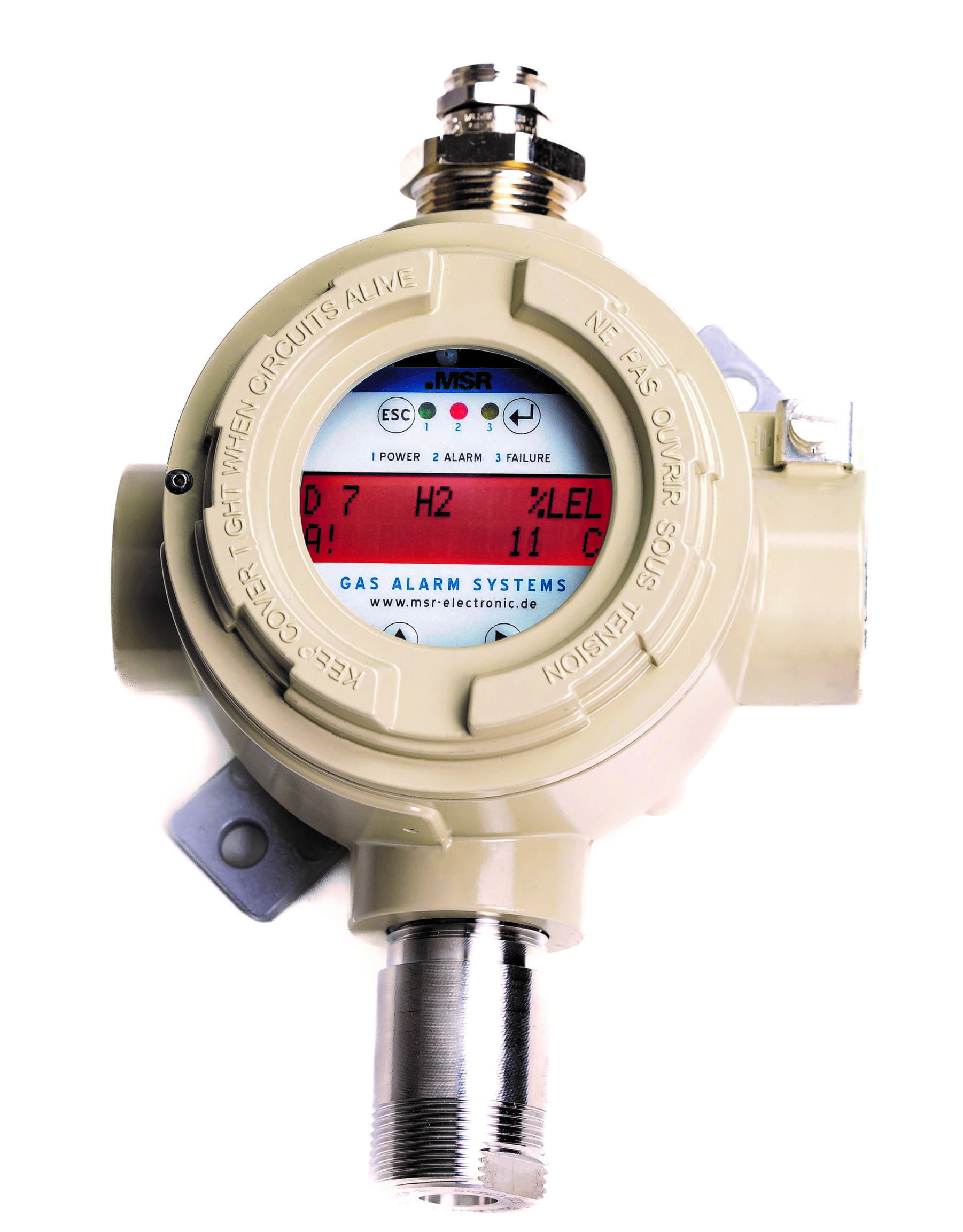
For reliable gas detection, the PX2 gas detector for flammable gases was deployed. The gas detector is used to continuously monitor the ambient air for flammable gases and vapors for use in Zone 1 and Zone 2 hazardous areas.
The microprocessor-based gas warning device with 4-20mA / RS-485 Modbus output signal, alarm and fault signal relay is used to monitor the ambient air for flammable gases and vapors using a catalytic sensor element. It is also optionally available with an LC display.
 ©MSR-Traffic GmbH
©MSR-Traffic GmbH
The version without LC display is calibrated using the handy STL06-PGX2 calibration device or the PC software PCE06-PGX2. Gas detectors with LC display have an integrated calibration routine that is started from the outside with a permanent magnet without opening the housing. In the version with LC display, the background lighting changes from green to red in the event of an alarm or error.
The PolyXeta®2 gas detector PX2 is used in industrial applications such as the oil and gas industry, biogas plants, petrochemical plants, etc. in Ex zones 1 and 2. The gas warning device is also ideal for commercial areas such as gas transfer stations and for use on ships, shipyards and offshore platforms etc.
The gas warning device was installed and commissioned by Alvi Automation, a certified partner of MSR-Electronic.
Further information on MSR-Electronic products can be found in the current online catalogue or in the webshop www.msr-24.com.